


La manutenzione programmata degli stampi è fondamentale per una buona produzione
Nelle aziende di stampaggio e tranciatura uno degli aspetti qualitativi sempre più richiesti è la presenza e lo sviluppo di un piano di manutenzione programmata degli stampi: questo porta benefici in termini di qualità ma anche di sicurezza.
La manutenzione programmata non elimina i rischi delle rotture degli stampi o di altri imprevisti produttivi correlati, ma partecipa alla loro riduzione grazie all’attività di sorveglianza e formazione che deriva dal mantenere questo programma in uso.
Con la giusta manutenzione si può:
- avere uno standard qualitativo elevato del prodotto;
- garantire una durata maggiore delle attrezzature;
- ottenere una alta efficienza produttiva del reparto;
- abbattere i rallentamenti produttivi, o addirittura i fermi linea;
- risparmiare gli impianti (presse) utilizzati perché si minimizzano gli sforzi di tranciatura.
La manutenzione correttamente programmata tra le altre cose consente di ottenere:
- un clima lavorativo meno stressato (segui un programma) e quindi avere una maggiore disponibilità tra il personale a cui fare ricorso in caso di necessità;
- economizzare le risorse andando a sfruttare i periodi “morti” per svolgere la manutenzione;
- avere i tempi di trasformazione ottimali e veloci senza interruzioni di produttività durante gli attrezzaggi (evitando attrezzaggi da ripetere perché lo stampo non va);
- una qualità di prodotto performante e un utilizzo degli impianti (visti come stampi e macchine) al top.
Anche i Sistemi di Qualità hanno recepito la necessità di focalizzare questi aspetti appena elencati e pongono attenzione alla manutenzione programmata in modo sempre più spinto.
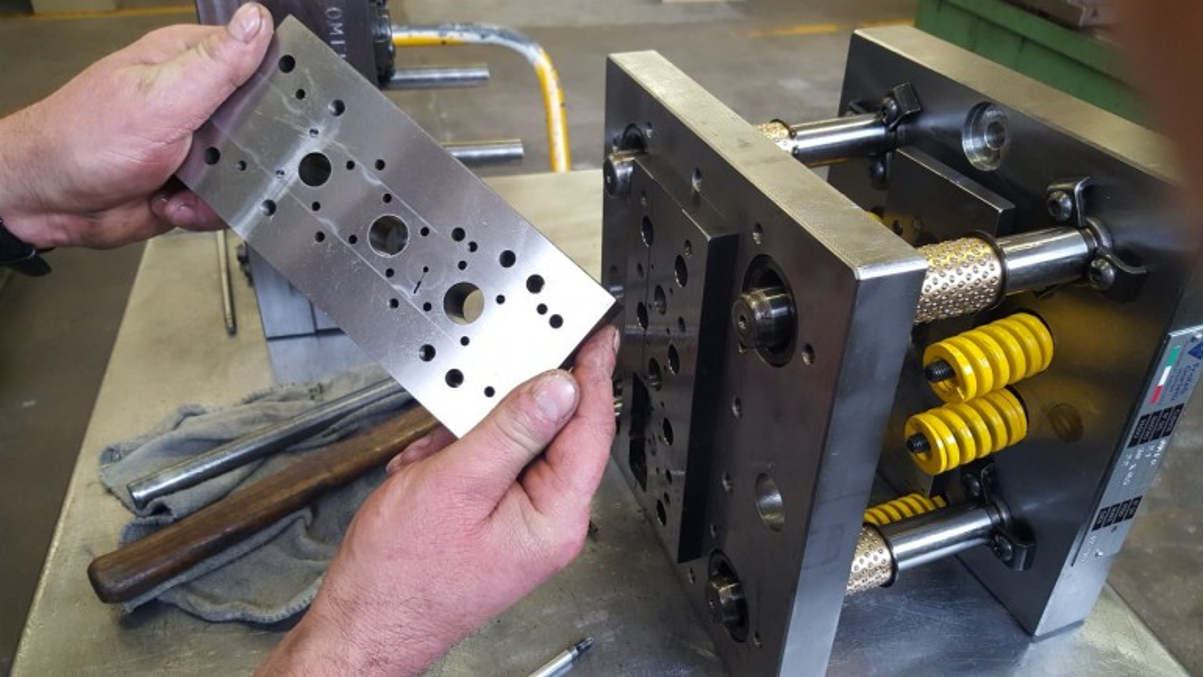
Proviamo a riassumere brevemente le fasi principali della manutenzione di uno stampo:
- controllo dei normalizzati: integrità molle, integrità e filo taglio dei punzoni, funzionamento colonne (grippaggi)
- controllo filo di taglio matrice
- verifica e pulizia del piano matrice
- verifica assenza cricche sul piano matrice
- controllo di integrità della struttura stampo
Al termine della manutenzione è necessario effettuare obbligatoriamente la “battuta dello stampo”, cioè un test di chiusura dello stampo per accertarsi di tutte le quote necessarie per produrre correttamente il pezzo.
Il responsabile della produzione è la figura principalmente coinvolta perché conosce esattamente le prestazioni degli stampi che utilizza, la loro deriva e durata in termini di colpi fatti. La seconda figura coinvolta è il responsabile della qualità che, insieme al responsabile della produzione, deve redigere il piano di manutenzione degli stampi. La loro collaborazione porta al risultato di preservare l’azienda dai costi e dalle inefficienze di cui abbiamo parlato.

Utilizzare uno stampo non manutenuto
Utilizzare uno stampo mal gestito significa anche utilizzare maggiore potenza e quindi richiedere alla pressa e allo stampo stesso di sostenere un maggiore sforzo, minando la loro struttura e depauperando la loro durabilità.
Dove si fa la manutenzione
La manutenzione solitamente avviene in un reparto diverso dalla tranceria, con personale specializzato e macchine specifiche non sempre immediatamente disponibili. Perciò programmare la manutenzione significa:
- impattare in maniera leggera o meno pesante sui costi dei reparti coinvolti,
- avere le risorse dedicate a disposizione, utilizzando gli impianti (macchine utensili) quando disponibili.

{kind=link}